










































































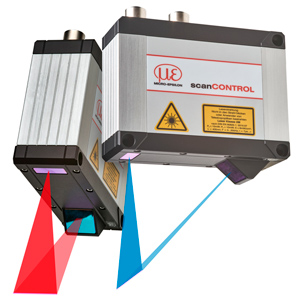





















The new confocal chromatic confocalDT IFC2411 and 2416 controllers can perform distance and thickness measurements. The compact and robust controllers set new standards in terms of precision and speed – with high light intensity and a measuring rate…
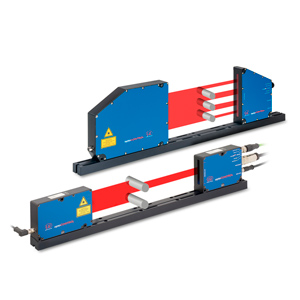
The optoCONTROL 2700 high-performance LED micrometer stands out thanks to its supreme precision and ease of use. Among other things, it is used for inline quality control and machine monitoring. With measuring ranges of 10 and 40 mm, numerous…
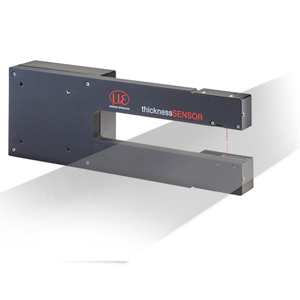
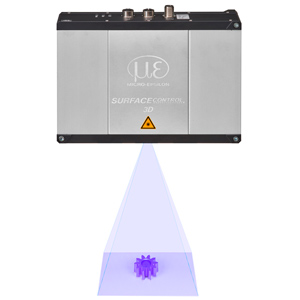
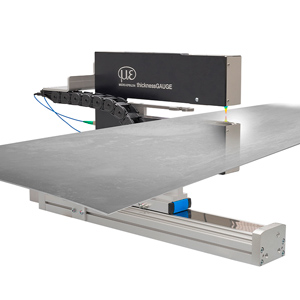
Introducing the combiSENSOR KSB6430, Micro-Epsilon presents a precise sensor system for one-sided thickness measurement of electrode coatings in battery film production. This allows material thicknesses from 5 micrometers to be measured with…